bob官方下载链接-手机版app
关于bob官方下载链接
单位简介
院长致辞
机构设置
荣誉资质
新闻中心
办事指南
通知公告
业务介绍
地质勘查
生态地质
地质钻探
地质工程
成果业绩
党建工作
地矿文化
文学天地
摄影园地
视频中心
联系方式
网站首页
关于bob官方下载链接
单位简介
院长致辞
机构设置
荣誉资质
新闻中心
办事指南
通知公告
业务介绍
地质勘查
生态地质
地质钻探
地质工程
成果业绩
党建工作
地矿文化
文学天地
摄影园地
视频中心
联系方式
通知公告
· 科新发展2022
2022-08-27
· bob官方下载链
2022-08-27
· bob官方下载链
2022-08-27
· 安诺其bob官方
2022-08-27
· 再度踩雷中介机构
2022-08-25
· bob官方下载链
2022-08-25
· bob官方下载链
2022-08-25
· 倍杰特2022年
2022-08-25
· bob官方下载链
2022-08-25
· 中国的黄金历史与
2022-08-24
bob官方下载链接云
2022-08-27
漫漫地质路 恩师伴b
2022-08-27
河北省地球物理勘查院
2022-08-27
bob官方下载链接河
2022-08-25
新闻中心
更多
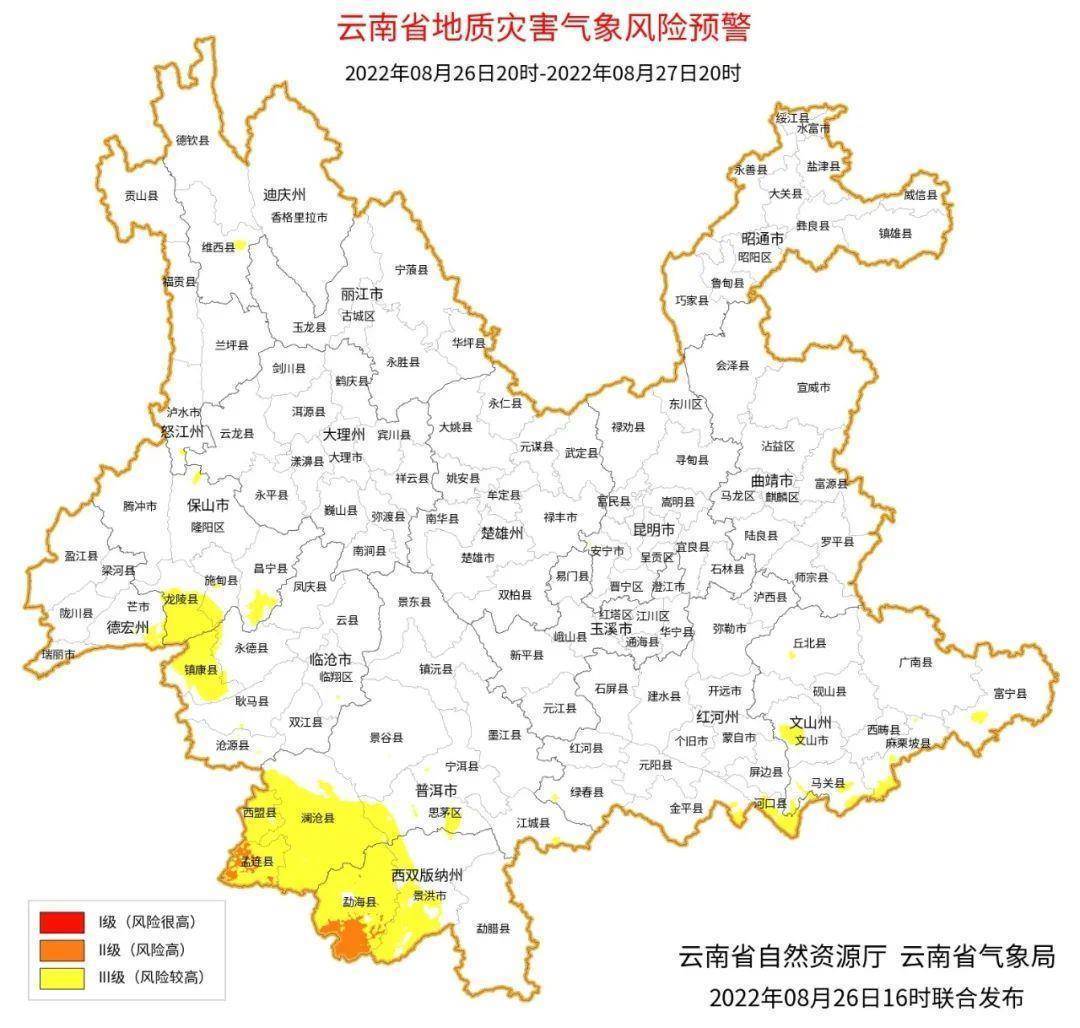
bob官方下载链接云南局地地质灾害风险高 未来三天将持续强降雨
bob官方下载链接记者8月26日从云南省气象局获悉,受热带低压西行影响,明天随着低压的移动,云南西部、西南部地区仍将持续强降水天气。bob官方下载链...
2022-08-27
漫漫地质路 恩师伴bob官方下载链接我行
2022-08-27
河北省地球物理勘查院:承bob官方下载链接德市地球化学测量项目有序推进
2022-08-27
科新发展2022年bob官方下载链接半年度董事会经营评述
2022-08-27
bob官方下载链接浩丰科技2022年半年度董事会经营评述
2022-08-27
地质勘查
更多
局纪委举办作风建设专题报告会
(07-06)
朱学文会见水电六局总经理周铁军
(07-06)
共青团安徽省地矿局第二次代表大
(07-06)
我局两研究成果获国土资源科学技
(07-06)
局党委召开深化“三个以案”警示
(07-06)
施申轶出席安徽省地下水环境状况
(07-06)
侯其标一行赴宿松县三冲村开展扶
(07-06)
生态地质
更多
侯其标到勘查技术院作“七一”党
(07-06)
骆方平在局机关第三党支部讲党课
(07-06)
总站实现安徽省科学技术奖新突破
(07-06)
原地质矿产部部长宋瑞祥来我局调
(07-06)
局专题会议学习贯彻习近平总书记
(07-06)
朱学文看望慰问常印佛院士
(07-06)
健全治理废弃矿山“四大体系”
(07-06)
地质钻探
更多
朱学文会见水电五局总经理助理李
(07-06)
局机关组织观看保密警示教育片和
(07-06)
局党委理论学习中心组开展法治专
(07-06)
《中国矿产地质志•安徽卷》顺利
(07-06)
局召开庆祝建党99周年大会
(07-06)
局举办保密、信访、网络安全和档
(07-06)
刘长华到327地质队作“七一”
(07-06)
地质工程
更多
局党委召开深化“三个以案”警示
(07-06)
局党委理论学习中心组开展法治专
(07-06)
总站实现安徽省科学技术奖新突破
(07-06)
原地质矿产部部长宋瑞祥来我局调
(07-06)
局专题会议学习贯彻习近平总书记
(07-06)
朱学文看望慰问常印佛院士
(07-06)
健全治理废弃矿山“四大体系”
(07-06)
党建工作
更多
局纪委举办作风建设专题报告会
(07-06)
朱学文会见水电六局总经理周铁军
(07-06)
共青团安徽省地矿局第二次代表大
(07-06)
我局两研究成果获国土资源科学技
(07-06)
施申轶出席安徽省地下水环境状况
(07-06)
侯其标一行赴宿松县三冲村开展扶
(07-06)
局机关组织观看保密警示教育片和
(07-06)
地矿文化
更多
六安市委常委、副市长束学龙看望
(07-06)
安徽工业经济职业技术学院202
(07-06)
施申轶赴313地质队调研指导
(07-06)
侯其标出席地调院与东华科技公司
(07-06)
朱学文会见水电五局总经理助理李
(07-06)
《中国矿产地质志•安徽卷》顺利
(07-06)
局召开庆祝建党99周年大会
(07-06)
关于bob官方下载链接
单位简介
院长致辞
机构设置
联系方式
荣誉资质
了解更多
专题专栏
宣传短片
更多
荣誉资质
更多
成果业绩
更多
安徽工业经济职业技术学院202
施申轶赴313地质队调研指导
侯其标出席地调院与东华科技公司
局纪委举办作风建设专题报告会
朱学文会见水电六局总经理周铁军
《中国矿产地质志•安徽卷》顺利
局召开庆祝建党99周年大会
局举办保密、信访、网络安全和档
刘长华到327地质队作“七一”
安徽工业经济职业技术学院202
施申轶赴313地质队调研指导
侯其标出席地调院与东华科技公司
局纪委举办作风建设专题报告会
朱学文会见水电六局总经理周铁军
《中国矿产地质志•安徽卷》顺利
局召开庆祝建党99周年大会
局举办保密、信访、网络安全和档
刘长华到327地质队作“七一”

















 bob官方下载链接-手机版app
bob官方下载链接-手机版app